Truck Camper Magazine visits Overland Expedition Vehicles in Red Deer, Alberta and dives deep into OEV’s proprietary composite hard side and pop-up camper build process. The result is nearly indestructible.

Living in Florida, I had visions of Red Deer, Alberta being a frozen wasteland; somewhere between the Hoth Planet in Empire Strikes Back, and the Overlook Hotel from The Shining. It may indeed be that frigid in the winter, but we found a warm and inviting city when we visited late-summer.
Located between Edmonton to the north, and Calgary to the south, Red Deer has a population of around 100K, a vibrant arts scene, a symphony orchestra, and numerous food and music festivals. Red Deer is also within striking distance of some of the most spectacular National Parks we’ve ever visited.
After exploring Yoho, Jasper, and Banff National Parks, we drove three hours via Alberta Highway 11 to reach Red Deer. As we tracked closer to OEV, we passed miles of oil and gas companies. This made perfect sense as OEV (also Lite Industries) was founded to serve Alberta’s oil and gas industry with custom-built, composite-body utility trucks. When the Alberta oil and gas industry went bust, the founders pivoted to their true passion; overland truck campers.
When we arrived, we found no signs for Overland Expedition Vehicles. We did, however, discover a sign for Lite Industries, and enough OEV product to know we were in the right place.
To start our first day at OEV, company President, Mark Cymbaluk, and Managing Partner, Arnold Baker, took us through their multi-faceted facility to help get us get oriented, introduce us to their team, and explain what we couldn’t photograph. Like every manufacturer we visit, we always ask if there’s anything off-limits for photography and/or detailed descriptions. As it turns out, there are some trade secrets at OEV. More on that later.

The first thing we learned was that OEV is not the only company Mark and Arnold operate on-site. Sandwiched between two ends of OEV’s manufacturing facility is Go Powder, a media blasting and powder coating service company that services not only OEV, but also local energy and agricultural businesses, as well as municipalities and the public.
Media blasting and powder coating require a relatively large facility and large expensive equipment. For this reason, most camper manufacturers outsource powder coating to local vendors. By having powder coating in-house, OEV can control the quality better and maintain immediate access for production. By operating Go Powder as a separate business, OEV can drive down its costs, and diversify its revenue.

From Go Powder, the conversation turned to composites and Mark excitedly disappeared to retrieve their composite test trophies (see above). Well, I called them trophies, but really these three mangled composite and aluminum extrusion assemblies are what’s left from some of OEV’s extensive test-to-destruction exercises.
And oh how gleeful Mark and Arnold were telling us how they put composite material after composite material, adhesive after adhesive, and aluminum extrusion after aluminum extrusion through the most strenuous pull-apart tests they could imagine. In the end, no composite panel or construction techniques actually passed their test-to-destruction torture. They had to design and create their own.
This process is how Mark and Arnold discovered the material and build quality formula they believe takes an OEV camper nearly indestructible in real-world use. I say near indestructible because these two evidently dream of rolling OEV campers down hills and dragging them across roadways to further test their durability and strength. Mark and Arnold are obsessed with making their campers the most solid products on the market.

Walking to the right end of the building, we entered OEV’s welding shop and met Journeyman Welders, Kevin Shygera and Josh Faas.

Above: Note the water jet center left, and the CNC machine top left
The welding shop is where OEV’s aluminum cabinets, furniture, exterior components, Aluma Trays, and Aluma Tray boxes are CNC cut, riveted, welded, and sanded for powder coating next door.

Kevin (left) and Josh (right) work together to assemble the frames for Aluma Trays, but spend most of their work time at stations on opposite sides of the room.
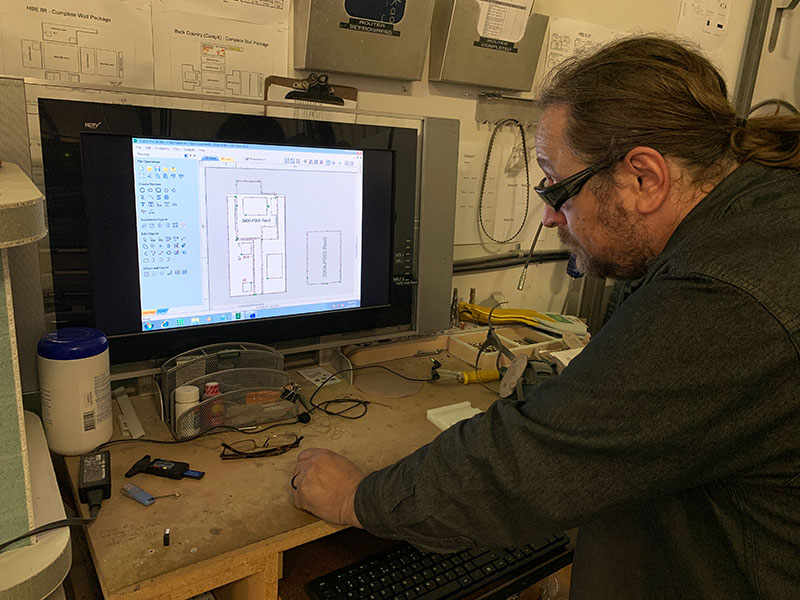
Kevin runs the CNC machine and water jet, which follow CAD drawings from engineering. Kevin also uses CAD to design items needed on short notice or for one-offs. This speaks to the core of OEV’s capabilities as a metal fabrication company. If they need something, they make it.
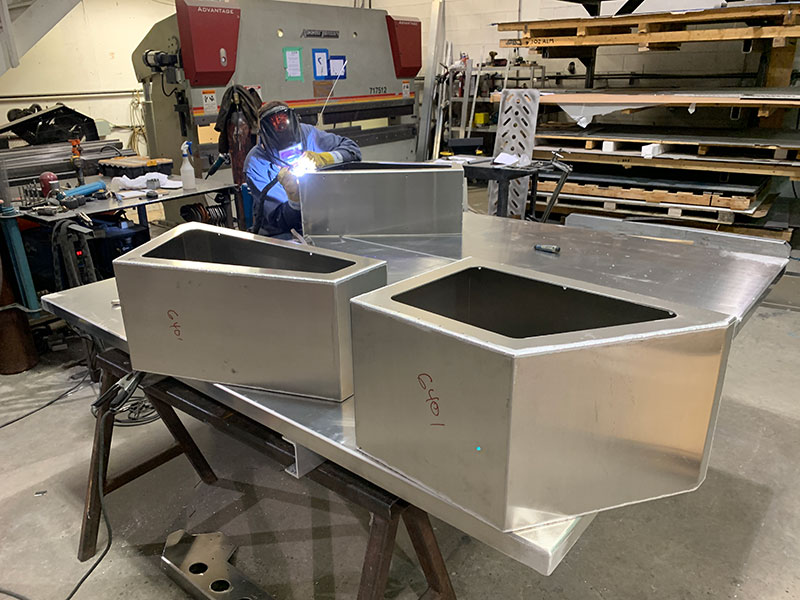
Josh works on larger components that require sawhorses including, but not limited to, the OEV Aluma Tray series.

From Mark and Arnold’s exhaustive material, design, and structural testing, riveting and welding were found to be the most durable aluminum build approaches. We observed both Kevin and Josh riveting and welding various OEV camper components during our tour.

We returned to the OEV weld shop several times during our visit. Each time we got to see a different part of the process and learn. Speaking of learning, right after the above photo was taken, Kevin’s welder made a sound I didn’t quite catch, but both he and Josh (from several meters across the room) instantly heard and called out.
While he adjusted his set up, Kevin explained how welding torches make specific sizzle and pop sounds; kind of like frying bacon. Believe it or not, he said listening to this sound is an important part of monitoring the quality of the weld being applied. Too much popping or hissing can signal a problem with wire speed; too fast or too slow. A shift in pitch or amplitude is another warning. This is also why welders should not wear headphones. They need to listen to the bacon fry.

Did I mention that Josh was several meters away, welding an Aluma Tray, wearing a welding helmet and hearing protection, and still heard that shift in pitch from Kevin’s welder? These guys are seriously tuned into what welding should sound like, and shouldn’t.
That doesn’t mean they’re not into music. Kevin kept the welding shop rocking with Pink Floyd, AC/DC, Led Zeppelin, The Rolling Stones, The Doors, and beyond. Let’s just say if I were to join OEV, this would be my team. Welders rock!
The finished, welded, and sanded aluminum boxes this two-man team creates are smooth and gorgeous. Once completed, the components are palleted and forklifted over to Go Powder for powder coating. Let’s follow them.

As soon as I saw Jongson Ricamara in his nylon blast suit, I asked for an astronaut pose. He was totally into it and struck a perfect Neil Armstrong outside his blast room.

Then I asked if I could photograph him blasting some metal, and Jongson said, “No way.”
There’s a reason he’s wearing a blast suit and air hose. The material is blasted by 125 horsepower electronic compressors that force the media out at 355 cubic feet per minute, or 120 pounds per square inch. Had I taken the above picture while he was actually blasting, you all might be talking about what exactly happened to Truck Camper Magazine in Red Deer. Thankfully, Jongson suggested another pose simulating his work and spared me having my face blasted off. Thank you, Jongson.
While we were at Go Powder, Arnold explained that they use garnet media blast abrasive (note the Mars red floor) that is reclaimed and reused multiple times. This is not only more cost effective, but also more environmentally friendly than more traditional steel grit/shot.

Deeper into the Go Powder silo, non-OEV customer’s parts were moved via a ceiling-mounted rail system. This rail system allows parts to be quickly and safely moved throughout the facility and through the powder coating process.

Moments later, Kerry Betton pulled the parts into his powder coating booth using the rail system.

Kerry then suited up, picked up his electrostatic gun, and sprayed the parts one by one with free-flowing, positively charged, dry thermosetting powder.

Okay, nerd alert. I was a bit mesmerized by this process. The powder emerges like a cloud that magically attracts to the metal. And then there’s the technique of moving around the part without touching it making sure every face, fold, and facet is coated. In the above image, Kerry is powder-coating an Aluma Tray hovering over him. This might be my favorite factory image of the entire tour.

Angela also got into the action-taking videos for social media. We are so fortunate to be able to do what we do and get the kind of access we enjoy. It’s a ton of work, but it’s also fun.

Once parts of all shapes and sizes are powder coated, they’re pulled via the rail system into a 31-foot long, 12-foot wide, 10-foot tall cure oven. And then look out because this sucker gets heated by a 3.5MM BTU natural gas burner that’s 3.5 Metric Million British Thermal Units. This makes quick work of the powder cure process which occurs at 200 degrees Celsius (390 degrees Fahrenheit) in about 10 minutes.
That’s some serious heat. Think Thanksgiving turkey in seconds. All I know is Go Powder has a rather innocent name, but you can get blasted, electrocuted, and fried all while suspended from a rail. Time to move on to the OEV production facility!
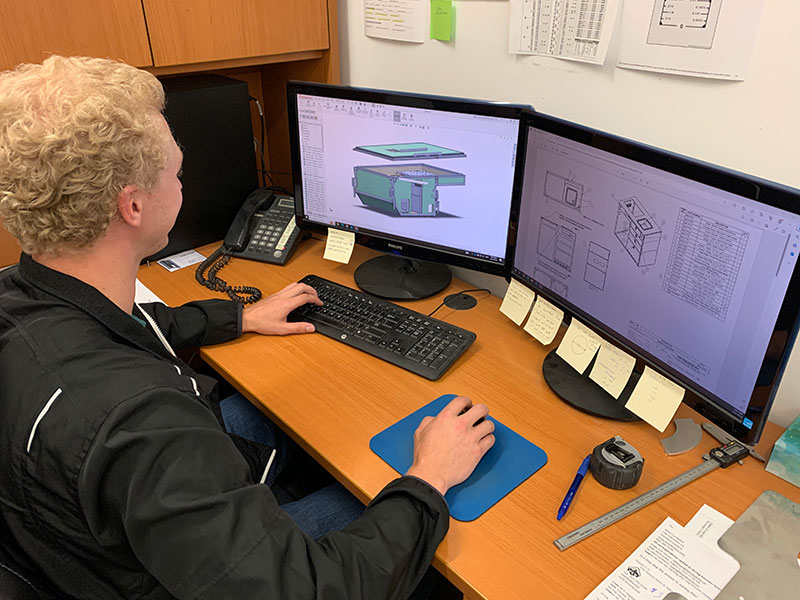
Now this is more in my comfort zone. Austin Cloews is OEV’s Mechanical Engineer. He works in CAD to design every element of OEV’s truck campers; down to the rivets.
We actually saw Austin more on the main factory floor than at his desk. Since every OEV is built to customer order, he works with the team to accommodate details and changes required by the build sheet.

OEV’s production facility consists of two large areas. The above area is immediately beyond the main offices and contains various aspects of final finishing, inventory, and plumbing and electrical. Beyond this area is another large space where panel glue-up, roof assembly, and roof marriages occur, and interior cabinets and components are set.

The bird’s eye view of final finishing was taken at the top of the stairs on the left. The offices are behind the wall, and the racks and office rooftop are full of materials, parts, and components for OEV truck campers. What you can’t see and I can’t show you is what’s on the facing wall; OEV’s propriety composite panels. Specifically, but not too specifically, 1.5-inch wall and roof panels and 1.5-inch honeycomb polypropylene floor panels.
Why can’t we show you these panels? First, because Mark and Arnold made me pinky swear I wouldn’t. Second, a close enough side profile of these panels could tip off OEV competitors about the source, materials, and construction of their panels. Then they might not be proprietary anymore. After how much time and effort OEV put into the creation of these panels, we don’t blame them for keeping them secret.

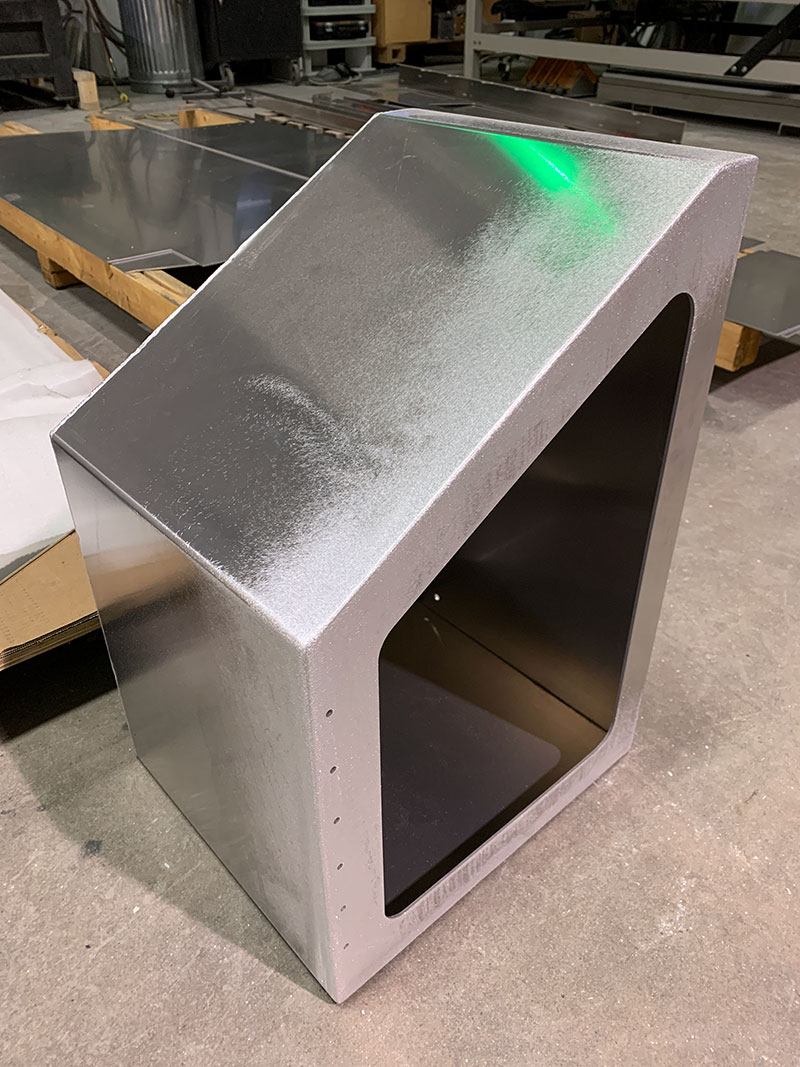
Of course, I did ask just how close we could go before they impounded our camper and forced us to work in the welding shop (turn it up, Kevin). The answer? This close.
The above image was taken in the second production area where panel glue-up begins. These composite panels have been CNC cut as a kit to build an OEV HBE, aka a Hudson Bay 6.75’ flatbed pop-up truck camper.

Pulling the camper back, this image shows the same composite wall kit next to the first slide-in station at OEV. They call this glue-up because that’s essentially what happens. The composite panels are assembled into a jig (the wood form on the left), glued together with Sika adhesive, and allowed to set.

Directly across from the slide-in glue-up station is the flatbed glue-up station. Here we see two OEV flatbed campers at two different stages of glue-up. The camper on the left is in the flatbed jig with newly assembled composite panels. The camper on the right has the exterior aluminum extrusions and some of its corner end caps applied.

Throughout the production area, completed aluminum corner caps and other aluminum parts were organized on shelves with part numbers and schematics posted beneath each item. The presentation was like a retail store. I found myself shopping; picking up the various parts, inspecting them, and placing them back on the shelves. The craftsmanship and quality on display were immaculate.

We met Rob Craham at the flatbed glue-up station. In the above photo, he was applying Sikaflex adhesive to an exterior aluminum extrusion. While he worked Rob told me about his extensive experience with construction and manufacturing, how he cared about the process and quality, and enjoyed passing down his knowledge to the next generation of builders.

This is the same aluminum extrusion shown in the previous photo being applied to the flatbed camper. The aluminum extrusions are all precisely pre-cut and fit perfectly into position.

That doesn’t mean Rob didn’t continuously check tolerances. I watched him check and recheck each step as he applied the aluminum extrusions to the unit.

In another remarkable demonstration of how exacting the OEV construction has to be, here Rob applies Sikaflex adhesive to a corner cap with precise angles to fit the obtuse corner above his left shoulder. Note the amount and pattern of applied Sikaflex.

Next, Rob pressed the corner cap onto the camper and it mated up precisely. When he pressed the cap into position, the Sikaflex oozed out from the edges. Rob explained that this was supposed to happen, and it showed him the adhesive had properly spread under the corner cap.
Then he riveted the corner cap to the camper. Arnold had previously told us that the rivets are not necessary given the strength of the adhesive bond, but they added one more level of quality and durability to OEV campers.

With the rivets completed, Rob cleaned the Sikaflex from the corner cap. Once the composite walls are assembled, the aluminum extrusions applied, the seals cleaned, and the Sikaflex has had time to fully cure, the glue-up process is done.
OEV maintains that there are nine square inches of sealant for every linear inch of extrusion, that everything on an OEV unit is 100-percent sealed, and that owners should have minimal, if any seal maintenance, on their campers. Now that we’ve seen the composite panels, aluminum extrusions, and the sealants, rivets, and process from which they are applied, we understand how that’s possible.

In the same space as the glue-up stations, Tracy Anweiler assembles OEV roofs. Rated at 250-pounds, OEV composite roof panels are made from 1.5-inch EPS foam core with fiberglass-reinforced plastic on both sides and a proprietary aluminum extrusion frame. In this photograph, Tracy has nearly completed this roof and is carefully examining the Sikaflex seals.

We later observed Tracy installing roof vents on a larger OEV roof. Every element of the OEV roof build is designed to have the same level of bond strength as the main body of the unit.

A couple of meters away, Richard Routley was preparing a solar panel for installation on the roof Tracy was working on. Note the aluminum structure and mounting system OEV has developed for this purpose. This is another stand out of OEV campers; if they don’t believe available parts are up to their quality and durability standards, they create ones that are.

Here we are back in the first production area where final finishing takes place.

Carl Pangan is an installer. Here he’s applying Sikaflex to a solar panel installation. You can see how OEV’s solar panel brackets make for an extremely robust rooftop connection and seal.

At the next final finishing station, Frasier McInnis was wiring a Truma control in an OEV Back Country. Note the clean electrical layout and solid brass fittings on the PEX plumbing.
I was also impressed that the entire panel tips down on a piano hinge to check the wiring, components, and plumbing in this area. Everything in a camper should be this easy and convenient to access and work on.

At the third station, William Hadubiak was installing a set of Rieco-Titan jacks on another OEV Back Country. The ability to mount and de-mount a truck camper in the field is one of the principal definitions of a truck camper. That stated, OEV customers often remove these jacks as they add weight. They can also catch tree limbs and rock walls, and reduce a rig’s off-roading departure angle. To accommodate these customers, OEV has a quick jack mount and dismount system available.

Tony Gallant is in charge of OEV quality control. We observed him inside a unit inspecting the fit of a Plyboo countertop and later looking at the fit and finish throughout OEV interiors.

Tony also ran his flashlight along every exterior seam looking for imperfections. This is a practice we’ve seen at many truck camper manufacturers and makes quick work out of finding potential seal issues.

At the end of our visit, we gathered as many OEV team members as we could for a team shot. And where else would we take this team shot than on an OEV Aluma Tray flatbed in front of the Lite Industries sign?

The OEV team was very tolerant of our three days of hovering, picture-taking, and endless questions. We learned a ton about OEV from products to processes, to company culture, and are very thankful for the team’s patience with us. Thank you, Team OEV!
There was a lot to digest after we left OEV and headed south to the US Border. First and foremost, OEV’s absolute focus on building a nearly indestructible camper is something that cannot be emphasized enough.
This is not only the design objective of OEV’s leadership, but the production team told us time and time again how they were instructed to take their time, check and recheck their work, and never to skip an opportunity to improve the strength and quality of their campers. This slows production and adds considerable cost, but results in the quality OEV is striving for. The focus is cultural at Overland Expedition Vehicles.
We were also struck by the company’s fearless fabrication. I said it earlier in the article, but I want to say it again to bring home this important aspect of OEV; if they can’t find a material or component they feel is up to their ‘near indestructible’ objective, they make one that is. Everywhere throughout the plant are proprietary or in-house made OEV materials and components. Again, OEV isn’t interested if it costs more or takes more time. If they can make an element of their campers at a higher quality, they do it.
There’s only so much one can learn about a company or a camper line via the internet, pictures, or even at an Expo or RV show. You have to get into the factory, meet the leadership team, spend time with the production crew, and observe, listen, and listen more. It takes a lot of what we call travel and cement time, but there’s just no substitute. Fortunately, our experience at OEV was fun and incredibly productive. Will we drive the 4,672 kilometers (2,903 miles) to return someday? Will they continue to make their products even more indestructible? After what we saw, the answers are yes.











