Truck Camper Magazine tours the Ford Kentucky Truck Plant in Louisville, Kentucky, wears Kevlar, watches the Demon Drop, and takes the squeak and rattle test, twice!

After Ford won our 2012 Dream Truck Survey last September, we renewed our efforts to tour the Ford Kentucky Truck Plant in Louisville, Kentucky. As luck would have it, we were granted permission to tour the facility on the Friday after the National RV Trade Show in Louisville closed.
There were no restrictions on where we could go or what we could photograph during our four hour behind-the-scenes tour. Within the limitations of safety, we had free rein of the facility and full access to anything we wanted to see.

We arrived at the plant about ten minutes early and parked our 2009 Ford Focus in the Ford Visitor Parking lot. As you would expect, the building complex was enormous. What you wouldn’t expect is that someone put a red Ford truck on the roof. Now that’s go anywhere!

Upon entering the building, we found a large room with historical photographs, portraits, and awards from the plant’s forty-three year history. There was also a prominently placed blue sign that stated (in all caps), “FOR SECURITY REASONS, THERE WILL BE NO PUBLIC, PERSONAL, OR EDUCATIONAL TOURS AVAILABLE AT KENTUCKY TRUCK PLANT”.
With no receptionist in sight and no one else in the room, we were starting to feel like we were in the wrong place. Then Angela saw an old computer and phone complete with instructions on how to contact someone within the plant. Navigating the computer and its heavily burned-in CRT monitor, she looked up our contact, Todd Ashton, New Model Launch Manager.
Angela was unable to reach Todd, but we were soon rescued by Tim Sanders, Hazmat Safety Trainer, who came through a door within the facility. Tim’s broad smile and warm greeting quickly put us at ease. Yes, we were in the right place. Yes, they were expecting us. And yes, Tim was going to take us to meet Todd for our tour.
Tim led us though a small labyrinth of cubicles to Todd’s office a short distance later. Todd was also very welcoming and brought us to an auditorium that appeared ready for at least two hundred people. Angela and I took two front row seats and Tim fired up a projector for a plant safety video followed by a few slides about the history and statistics of the facility. The safety video said to stay within the designated yellow paths, to stay out of the areas marked in red, and to wear protective gear. Got it.
The slides gave us an overview of the history and scope of the Kentucky Truck Plant. The six million square foot facility is located on 400 acres and employs 4,012 employees (3,829 hourly and 183 salaried). Since opening in 1969, the factory has produced about seven million vehicles and currently manufactures the Ford F-250, F-350, F-450, and F-550 Super Duty pickup trucks as well as the Ford Expedition and Lincoln Navigator.
It was also interesting to note that Ford Super Duty trucks are manufactured in eleven colors and take approximately twenty-three hours to produce. For those interested in the gas versus diesel debate, 65% of Ford Super Duty trucks are built with 6.7L Ford Power Stroke diesel engines and 35% are built with either the 6.2L V8 or 6.8 V10 gas engines. I was most struck by the fact that there are no less than twenty-seven different truck frames manufactured for the Super Duty product line.
Once the presentation was over, Tim brought out the safety gear; kevlar arm socks, ear protection, safety goggles, and yellow mesh vests. The kevlar arm socks are essentially fingerless gloves that go up to your elbows to help prevent cutting wounds. They were a little itchy, but not too bad.

Suited up and ready to go, Todd and Tim took us out the front door where Todd had a brand new 2012 Ford F-350 King Ranch, Diesel, Crew Cab, Long Bed, Automatic, Four-Wheel Drive, Dually. Wait a minute! This is exactly the truck that won our 2012 Dream Truck Survey. I think Todd’s been reading Truck Camper Magazine. The truck had driven off the production line a few hours earlier and had less than five miles on its odometer. I found myself fighting the urge to say, “Can I have it? Please?”

Less than a mile later into this gorgeous new truck’s life, we arrived at the stamping plant to meet Chris Pereira, Stamping Plant Manager.
 |
 |
 |
 |
 |
 |
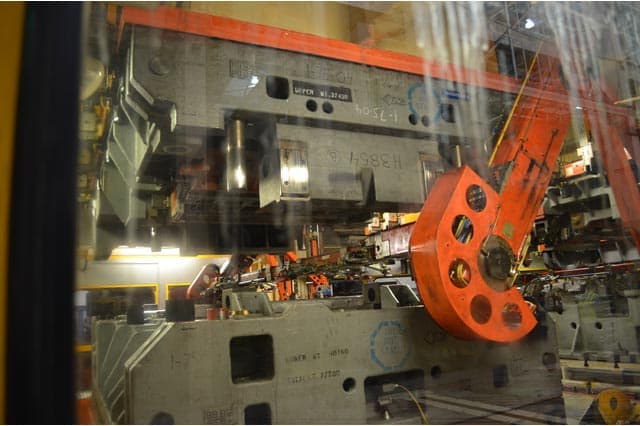
Above: The Schuler press line at the Kentucky Truck Plant
Chris explained that his facility is responsible for taking coils of steel and stamping them into Ford Super Duty roofs, hoods, fenders, box sides, body sides, floor pans, tailgates, and doors. We also learned that the stamping plant exports stamped parts to Venezuela, Mexico, Brazil, and Canada. Go USA manufacturing!
The stamping plant was not scheduled to run parts for another hour, but Chris had brought in a small team early to show us the enormous Schuler press line. The press line was at least four stories tall and several hundred feet long.
Peering into the press line, we watched orange robotic arms (at least ten feet long) race as they moved steel from press to press. It was almost impossible to photograph without blur because the presses were moving so fast. And when these presses fell, the floor shook under the tremendous impact. Forgive the overused expression, but it was truly awesome, and just a tad terrifying, to watch this massive machine of machines in action.
To put the sheer voraciousness of what we were seeing into perspective, Chris told us that the Schuler press line was capable of 1,400 strokes a minute or 840 parts an hour. If Schuler ever decides to build Terminators, we’re all in serious trouble.

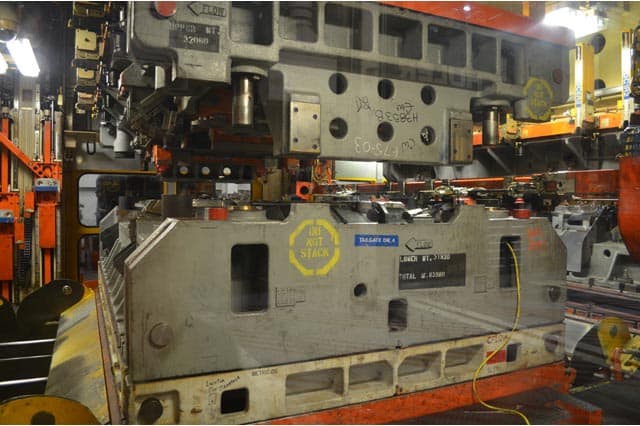
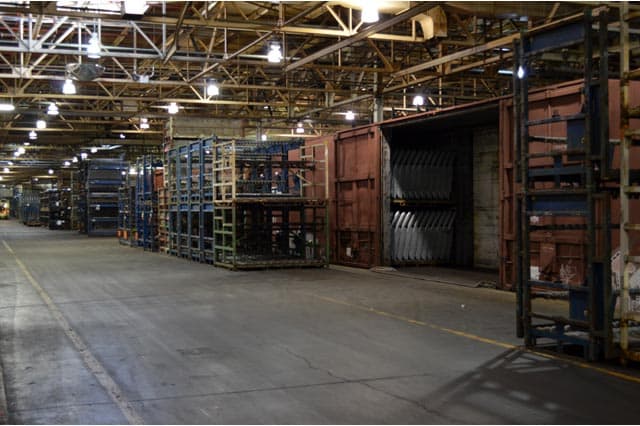
The rest of the facility was full of multi-story racks with stamped sheet metal parts.
 |
 |
 |
We saw hundreds, if not thousands, of Super Duty tailgates and doors all labeled and bar coded for the production line.
 |
 |
 |
After leaving the stamping plant, we made another short drive in the stunning F-350 King Ranch to the body shop. We were a little early so Todd asked if we would like to drive through the aptly named Squeak and Rattle Test, nestled just outside the plant entrance. As Todd described it, the Squeak and Rattle Test is a driving course with different road surfaces and grades designed to check for interior and exterior noises. Sounds harmless enough. Sure, let’s do it.
I stepped out to photograph the truck going through the course and Angela stayed in the passenger seat for the experience. Soon after the truck door closed, Todd hit the diesel and took the truck through the course much faster then I had anticipated. I could hear Angela laughing as the truck entered the course. As I took photographs, I wondered if she would still be laughing on the other side.
She was smiling ear-to-ear and most definitely still laughing when Todd brought the truck through. She looked at me and said, “You have got to try this!” So I got into the truck, along with Tim, and we drove through again. The course literally throws you left and right repeatedly and then jolts you with all kinds of challenging road surfaces from coarsely graded pavement to large cobblestones to deep alternating concrete pyramids.

I think Angela would have gone around that course all day if she could. Personally, I was quite satisfied with one time around. Wow.

After discovering that the truck could handle the Squeak and Rattle test much better than I could, we entered the thirty acre body shop. Todd and Tim took us to meet Mark Gowing, Manufacturing Plant Specialist and Launch Manager. Mark showed us the Rockwell Automation IBSS (pronounced eye-biss) system which stands for Integrated Body Scheduling System.
IBSS is an automation system that allows Ford Motor Company in Detroit to send the Kentucky Truck Plant specific unit orders directly to the production line. IBSS is also tied into outside vendors who deliver parts to the plant just in time for the assembly line. Variations of the IBSS system track every part, process, and truck that passes through the plant from start to finish. According to Mark, everything is tracked, monitored, and automated using the IBSS system.

Just beyond where Mark was showing us the IBSS system, we could see a busy hive of robot welders diligently working a production line. Mark led us onto an elevated catwalk where we could take in this incredible scene with scores of robots handling material, welding, and sealing. Mark added that when the machines complete each task they return to their “pounce position” ready to zoom in and complete their programmed sequence.
The mesmerizing demonstrations continued when they brought us to see where robots join the truck roofs with the cabs. The precision on display was remarkable.
 |
 |
 |
In between each place we visited, we boarded an electric golf cart to speed our tour through the enormous factory. The whole way through the plant, Angela and I were turning our heads in every direction to try to absorb as much as possible. If we saw anything we were interested in, Todd would stop the cart and let us explore. How’s that for unrestricted access?
One thing that immediately caught our eye during our golf carting around was a series of train cars right in the middle of the building. Todd heard our enthusiasm for this unusual sight and pulled over so we could get a good look. Tim explained that 300 rail cars a day deliver large pallets of parts directly into the plant and right on time for production. Now that’s efficient!

The next stop was to see what Todd called the Demon Drop. The Demon Drop is an automated elevator that brings in freshly painted truck cabs from the paint shop. We asked Todd and Tim why this elevator was called the Demon Drop and they had no idea. Wouldn’t it make more sense for something that delivers such beautiful new truck parts from above to be called the Angel Drop? I’ll make some calls.
What they did know was why the doors are removed from the truck cabs immediately after the Demon Drop in a process called “doors on, doors-off”. The doors are removed to allow for improved ergonomic access to the truck cabs during production and to help eliminate the potential for door paint chips and dings during assembly.
We took a short break at this point to check out the plant’s Ford store. All proceeds from the store benefit United Way, Juvenile Diabetes Research Foundation, and March of Dimes. Angela was quite smitten with a pink Ford T-shirt and we bought extra Ford shirts and hats to give away at future truck camper rallies.

Like almost every component on the production line, dashboards are delivered pre-assembled and ready to go. These finished dashboards are quite striking as they come down a conveyor belt onto the truck assembly line.
 |
 |
 |
 |
 |
 |
We observed a Ford team member pick up coveted Lariat and King Ranch dashboards with a robot assisted arm, carefully swing them around, and maneuver them into their new truck homes.
![]()
Every truck has a unique tracking sheet that rides attached to the front of the truck through each leg of the assembly process. At the end of an assembly line, the tracking sheet is filed and a new tracking sheet is attached for the following line. In the picture above, we see a tracking sheet riding with the truck during the dashboard installation.

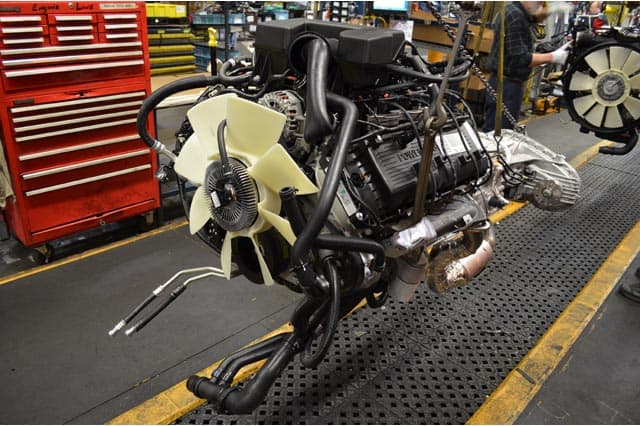
It was incredible to see engines nestled securely in their large metal shipping racks and stacked by the dozen; four high, in sets of three.
 |
 |
 |
Ford has a total of nine different engines in the Kentucky Truck Plant, three of which are destined for the domestic Super Duty truck market.

On the other side of the assembly line, a veritable ocean of transmissions awaited their marriage with an engine.

To the untrained eye, a four wheel drive transmission and a two wheel drive transmission look almost exactly the same. The larger transmissions in the above photograph are the Super Duty transmissions and they are either four wheel drive or two wheel drive transmissions.

We enjoyed meeting the Ford team members on the production line and felt privileged to observe their work. Here a Ford team member fastens a truck engine to its partnering transmission using a light assisted robotic arm and torque converter. As he was working, the engine and transmission were moving down an overhead conveyor system. There’s a real sense of focus and timing to everything the workers do on the production line.
 |
 |
 |
Ford uses two processes to flip its truck chassis; an older process that requires more human interaction and a newer more automated process that requires slightly less human interaction. This is a theme that repeats itself throughout the plant.
Tim brought us over to see the older chassis flipping process and we watched as several truck chassis rolled over to an upright position in mid air. It’s a bit disconcerting to see something so large and heavy turning a few feet away, but the Ford team member seemed to handle it effortlessly. Until this point on the assembly line, all Ford Super Duty truck chassis are assembled upside down to improve access and work flow.
Then Tim brought us over to observe the new flip machine. The new flip machine requires two Ford team members but is more automated during the actual rotation of the chassis. The operator explained to us that different chassis require alternate lift points for the hoists on the flip machine. The system tells him which chassis is next and he guides the flip machine to the proper lift points. From there, sensors built into the flip machine verify that the chassis is correctly positioned before turning the chassis over and onto the assembly line.

When we asked Tim why the truck exhausts in the factory were covered with gloves, he explained that employees were getting caught on the relatively sharp edges of the exhaust pipes traveling down the assembly line. Someone along the way thought of placing gloves over the exhaust pipes to solve the problem.
 |
 |
 |
 |
 |
 |
Further down the line, we watched a three man team lower a variety of gas and diesel engines into prepared truck chassis. While the overhead conveyor system held the weight of the engines and brought the engines to the line, it was up to the team to correctly position and lower the engines into the chassis. Perhaps what’s even more amazing is how the right engines consistently show up at the right place at the right time for this process to occur.
Above: Click the play button to watch the two marriage lines in action. Select HD and Full Screen to see more detail.
This has to be the most thrilling part of the whole Ford Super Duty assembly process. Under the control and guidance of the Ford assembly team, an enormous orange claw gently brings the cabs and beds over the truck chassis and lowers them into position. The experienced team makes it look easy. I’m sure if we tried our hand at this delicate process there would be some trucks with cabs where the beds should be, and vice versa.
On a parallel production line about twenty feet away, truck chassis meet their cabs and beds in an entirely different way. Unlike the first line where humans are interacting and monitoring the chassis, bed, and cab marriage process, here everything is completely automated. Humans can’t even get near the marriage process as it’s fenced off to prevent injury.
Naturally all this fencing posed a significant challenge to our photography. We asked if we could climb onto the raised platform above the machinery for a better view. This meant leaving the designated yellow area and going right into the red no-no area. Todd and Tim asked the electrician who was monitoring the system for permission. Would he allow two knucklehead reporters to climb onto his truck marrying machine to take some pictures? Absolutely!
The electrician led across the assembly line to a vertical steel ladder. I took one look at this ladder and wondered if Angela would still want to go. Without a moment of hesitation, Angela climbed up the ladder clearly excited about the adventure. Standing over that machine with my trusty Nikon I said to myself, “How the heck did we get here?” That was fun.
 |
 |
 |
With the truck chassis, cabs, and beds married, they get their first tanks of fuel along with other fluids. Quality control also checks everything including the proper function of systems like the windshield wipers and headlights. These systems will all be reviewed again before the trucks leave the factory.

It’s incredible to watch something that started as a collection of sheet metal parts just twenty-three hours earlier drive off the assembly line. Up until this point, we were focused on a particular component or process. Now, at the end of the line, we were looking at brand new trucks, and trying not to get run over as they drove past to the left and right.
 |
 |
 |
Fresh off the line, the trucks are immediately driven onto the drive roller booth and put through their paces on a chassis dynamometer. The dynamometer gathers vehicle diagnostics, samples emissions, and tests torque and power. Electronics, headlights, and brakes are also checked at this station.

It was a little wild, not to mention loud, to be that close to a truck that’s held in place and quickly accelerating to highway speed. For safety, there are pneumatically controlled safety barriers directly in front of the dynamometers that rise and fall to keep a potential run away truck from launching itself out of the plant.

At the very end of the plant is the customer acceptance line. In that area every inch of the truck is carefully inspected inside and out under intensely bright lights.

If a blemish is discovered that cannot be addressed on the line, the truck is pulled to the side where special teams address the issue and then send the truck down the customer acceptance line for another inspection.
Unfortunately, we reached the customer acceptance line just after lunch and the team was busy with some particularly delicious looking pizza. We had been wandering the complex for four hours and the four of us were getting quite hungry ourselves. Good thing we were at the end of the line.

Before saying goodbye, we managed to talk Todd and Tim into a quick photograph in front of the first truck ever produced at the plant; a red fire truck completed at 10:00am on August 4th, 1969.
We want to thank Todd Ashton, Tim Sanders, Chris Pereira, Mark Gowing, and all of the Ford Kentucky Truck Plant team members for inviting us into their facility and being so generous with their time. We hope to return to Ford’s Kentucky Truck Plant to visit our new friends and stay current with Super Duty models and manufacturing advancements. Thank you Ford Motor Company.











